Полупроводниковые силовые устройства занимают ключевую позицию в силовых электронных системах, особенно в контексте быстрого развития таких технологий, как искусственный интеллект, связь 5G и новые энергетические транспортные средства, к ним были улучшены требования к производительности.
Карбид кремния(4H-SiC) стал идеальным материалом для производства высокопроизводительных полупроводниковых силовых устройств благодаря своим преимуществам, таким как широкая запрещенная зона, высокая теплопроводность, высокая напряженность поля пробоя, высокая скорость дрейфа насыщения, химическая стабильность и радиационная стойкость. Однако 4H-SiC обладает высокой твердостью, высокой хрупкостью, высокой химической инертностью и высокой сложностью обработки. Качество поверхности пластины-подложки имеет решающее значение для крупномасштабных устройств.
Таким образом, улучшение качества поверхности пластин-подложек 4H-SiC, особенно удаление поврежденного слоя на обрабатываемой поверхности пластины, является ключом к достижению эффективной, с низкими потерями и высококачественной обработки пластин-подложки 4H-SiC.
Эксперимент
В эксперименте используется 4-дюймовый слиток 4H-SiC N-типа, выращенный методом физического переноса паров, который обрабатывается посредством резки проволокой, шлифования, грубого шлифования, тонкого шлифования и полировки, а также фиксируется толщина удаления поверхности C и поверхности Si. и конечная толщина пластины в каждом процессе.
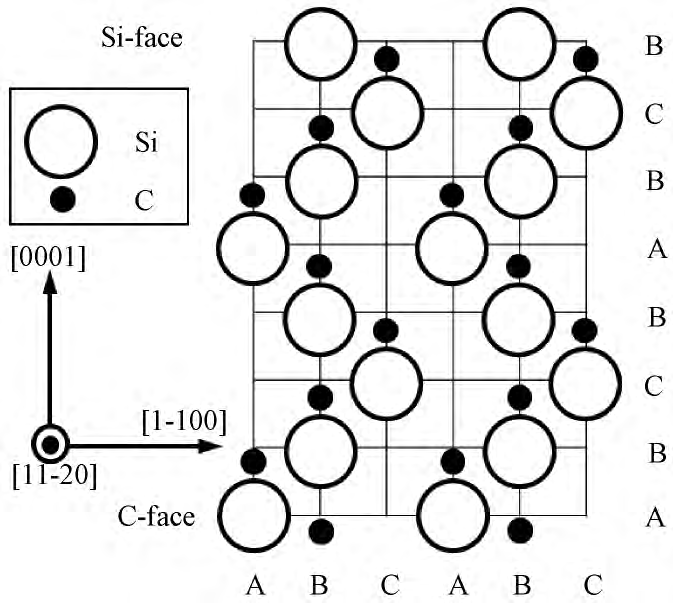
Рисунок 1. Принципиальная схема кристаллической структуры 4H-SiC.
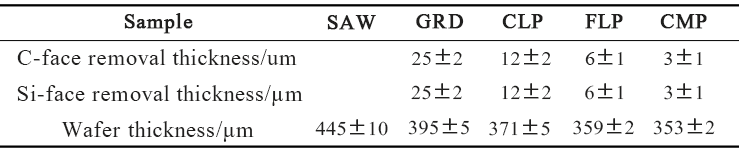
Рисунок 2. Удаление толщины со стороны C и стороны Si 4H-SiC пластинапосле различных этапов обработки и толщины пластины после обработки
Толщина, морфология поверхности, шероховатость и механические свойства пластины были полностью охарактеризованы с помощью тестера параметров геометрии пластины, дифференциального интерференционного микроскопа, атомно-силового микроскопа, прибора для измерения шероховатости поверхности и наноиндентора. Кроме того, для оценки качества кристаллов пластины использовался рентгеновский дифрактометр высокого разрешения.
Эти экспериментальные этапы и методы испытаний обеспечивают подробную техническую поддержку для изучения скорости удаления материала и качества поверхности во время обработки 4H-SiC пластины.
С помощью экспериментов исследователи проанализировали изменения скорости удаления материала (MRR), морфологии и шероховатости поверхности, а также механических свойств и качества кристаллов 4H-.SiC пластинына различных этапах обработки (резка проволокой, шлифовка, черновая шлифовка, тонкая шлифовка, полировка).
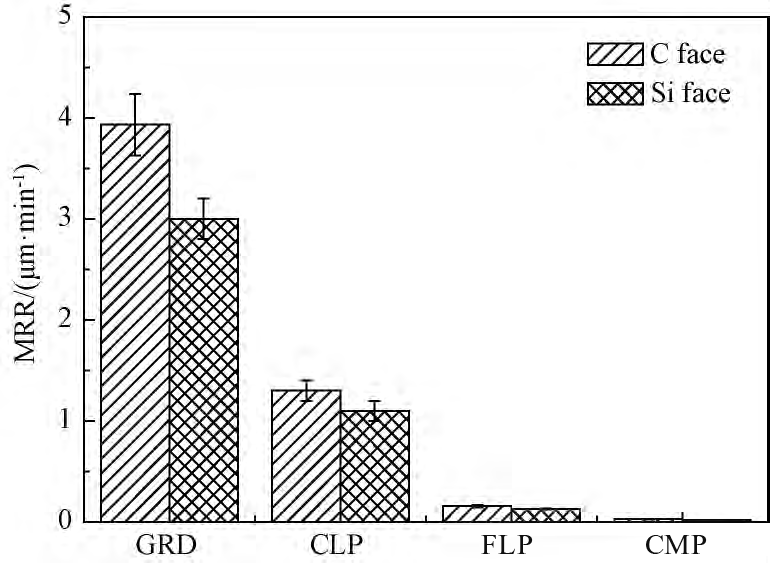
Рисунок 3. Скорость съема материала с C-грани и Si-грани 4H-SiC пластинана разных этапах обработки
Исследование показало, что из-за анизотропии механических свойств разных граней кристалла 4H-SiC существует разница в MRR между C-гранью и Si-гранью в рамках одного и того же процесса, причем MRR C-грани значительно выше, чем что у Си-лица. С развитием этапов обработки морфология и шероховатость поверхности пластин 4H-SiC постепенно оптимизируются. После полировки Ra поверхности C составляет 0,24 нм, а Ra поверхности Si достигает 0,14 нм, что может удовлетворить потребности эпитаксиального роста.
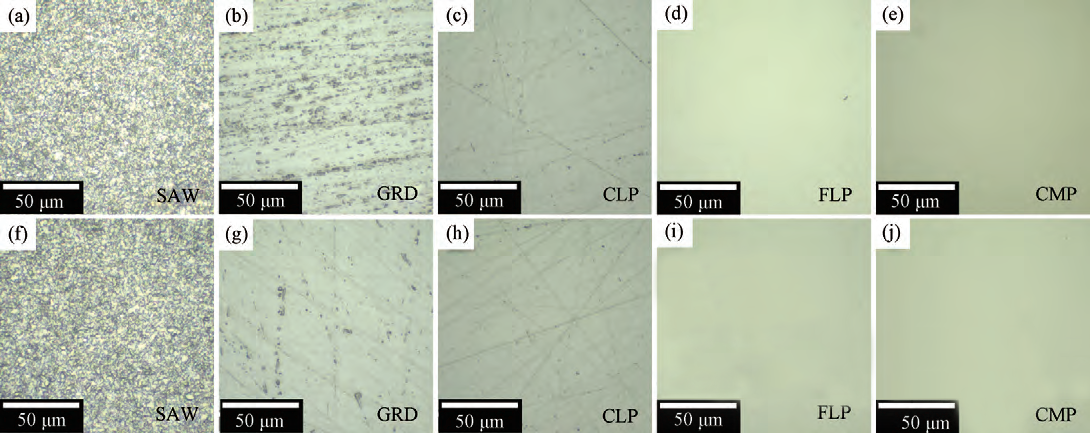
Рисунок 4. Изображения поверхности C (a~e) и поверхности Si (f~j) пластины 4H-SiC после различных этапов обработки, полученные оптическим микроскопом.
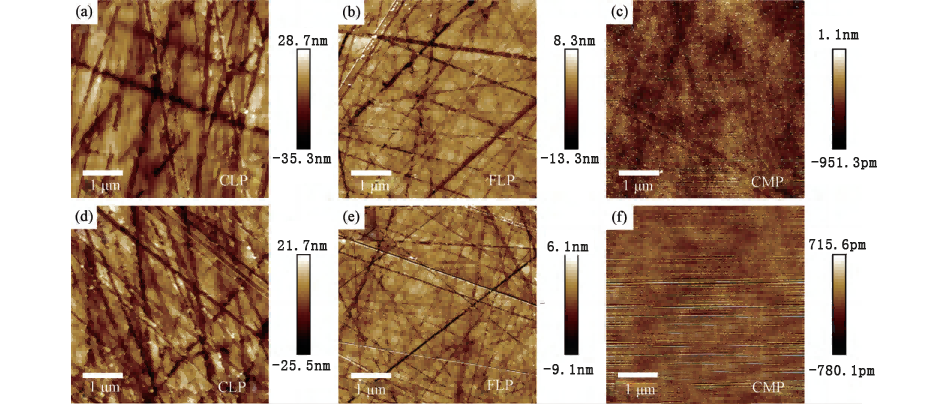
Рисунок 5. Изображения атомно-силовой микроскопии поверхности C (a~c) и поверхности Si (d~f) пластины 4H-SiC после этапов обработки CLP, FLP и CMP.
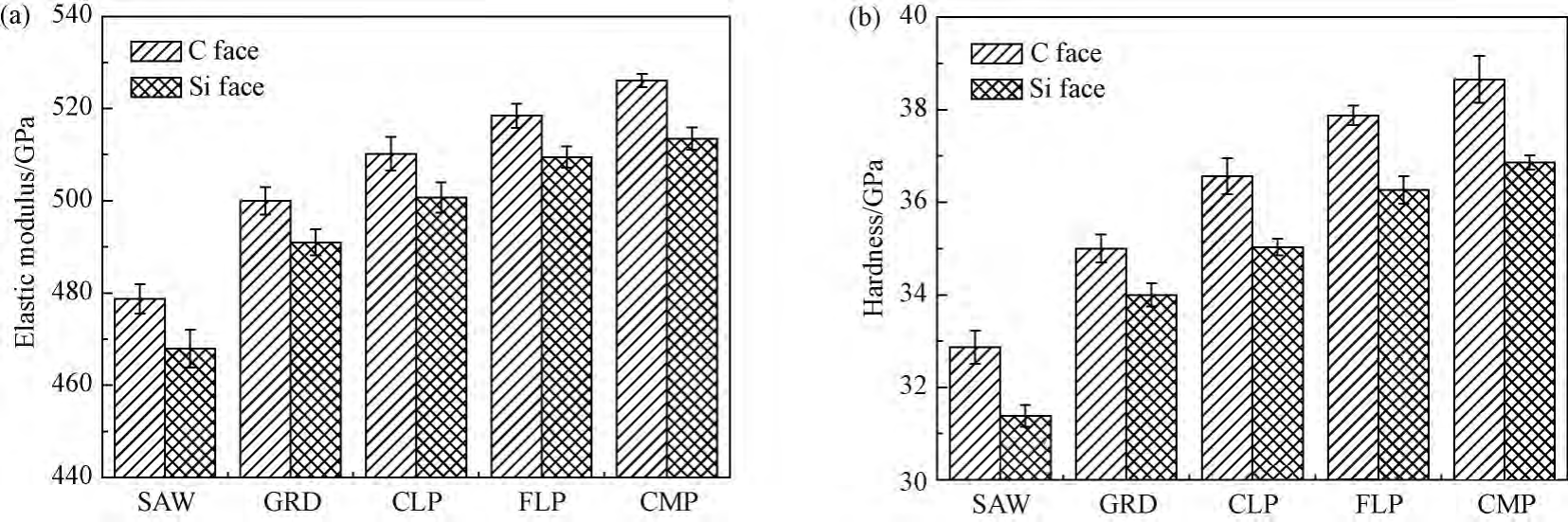
Рисунок 6 (а) модуль упругости и (б) твердость поверхности C и поверхности Si пластины 4H-SiC после различных этапов обработки.
Испытание механических свойств показывает, что поверхность C пластины имеет меньшую ударную вязкость, чем материал поверхности Si, большую степень хрупкого разрушения во время обработки, более быстрое удаление материала и относительно плохую морфологию и шероховатость поверхности. Удаление поврежденного слоя на обрабатываемой поверхности является залогом улучшения качества поверхности пластины. Ширина кривой качания 4H-SiC (0004) на половине высоты может использоваться для интуитивного и точного определения характеристик и анализа поверхностного поврежденного слоя пластины.
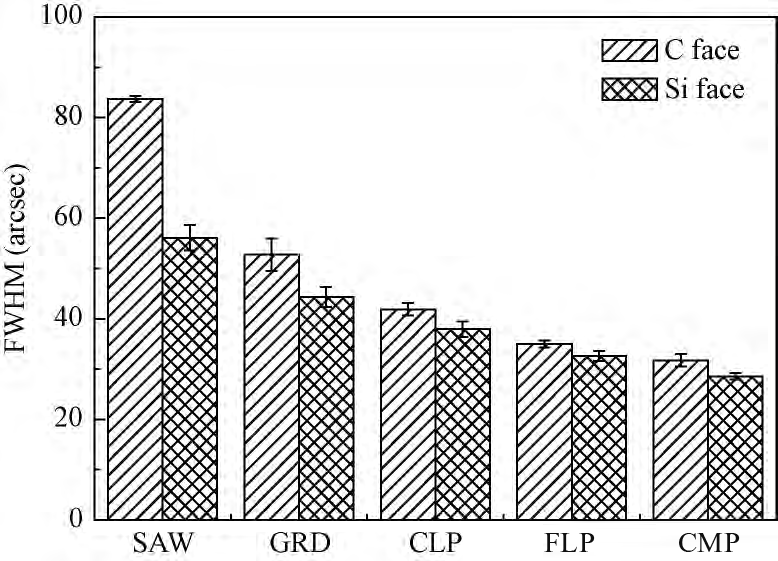
Рисунок 7 (0004) полуширина кривой качания C-грани и Si-грани пластины 4H-SiC после различных этапов обработки.
Результаты исследования показывают, что поверхностный поврежденный слой пластины можно постепенно удалить после обработки пластины 4H-SiC, что эффективно улучшает качество поверхности пластины и обеспечивает техническую основу для высокоэффективной обработки с низкими потерями и высокого качества. пластин-подложек 4H-SiC.
Исследователи обрабатывали пластины 4H-SiC с помощью различных этапов обработки, таких как резка проволокой, шлифовка, грубая шлифовка, тонкая шлифовка и полировка, и изучали влияние этих процессов на качество поверхности пластины.
Результаты показывают, что с развитием этапов обработки морфология поверхности и шероховатость пластины постепенно оптимизируются. После полировки шероховатость C-грани и Si-грани достигает 0,24 нм и 0,14 нм соответственно, что соответствует требованиям эпитаксиального роста. С-образная поверхность пластины имеет меньшую прочность, чем материал Si-стороны, и более склонна к хрупкому разрушению во время обработки, что приводит к относительно плохой морфологии и шероховатости поверхности. Удаление слоя поверхностных повреждений обрабатываемой поверхности является залогом улучшения качества поверхности пластины. Полуширина кривой качания 4H-SiC (0004) может интуитивно и точно характеризовать слой повреждения поверхности пластины.
Исследования показывают, что поврежденный слой на поверхности пластин 4H-SiC можно постепенно удалить посредством обработки пластины 4H-SiC, что эффективно улучшает качество поверхности пластины, обеспечивая технический эталон высокой эффективности, низких потерь и высокой производительности. качественная обработка подложек 4H-SiC.
Время публикации: 08 июля 2024 г.