Как мы знаем, в области полупроводников монокристаллический кремний (Si) является наиболее широко используемым и объемным основным полупроводниковым материалом в мире. В настоящее время более 90% полупроводниковой продукции производится с использованием материалов на основе кремния. С ростом спроса на мощные и высоковольтные устройства в современной энергетике выдвигаются более строгие требования к ключевым параметрам полупроводниковых материалов, таким как ширина запрещенной зоны, напряженность электрического поля пробоя, скорость насыщения электронов и теплопроводность. В этом случае полупроводниковые материалы с широкой запрещенной зоной, представленныекарбид кремния(SiC) стали любимцами приложений с высокой плотностью мощности.
Будучи сложным полупроводником,карбид кремниячрезвычайно редок в природе и встречается в виде минерала муассанита. В настоящее время почти весь карбид кремния, продаваемый в мире, синтезирован искусственно. Карбид кремния обладает такими преимуществами, как высокая твердость, высокая теплопроводность, хорошая термическая стабильность и высокое критическое электрическое поле пробоя. Это идеальный материал для изготовления высоковольтных и мощных полупроводниковых приборов.
Итак, как производятся силовые полупроводниковые приборы из карбида кремния?
В чем разница между процессом производства устройств из карбида кремния и традиционным процессом производства на основе кремния? Начиная с этого номера «Что касаетсяУстройство из карбида кремнияПроизводство» раскроет секреты один за другим.
I
Технологическая схема изготовления приборов из карбида кремния
Процесс производства устройств из карбида кремния в целом аналогичен процессу производства устройств на основе кремния, в основном включая фотолитографию, очистку, легирование, травление, формирование пленки, утончение и другие процессы. Многие производители силовых устройств могут удовлетворить производственные потребности устройств из карбида кремния, модернизировав свои производственные линии на основе производственного процесса на основе кремния. Однако особые свойства материалов из карбида кремния определяют, что некоторые процессы в производстве устройств должны полагаться на специальное оборудование, специально разработанное, чтобы устройства из карбида кремния могли выдерживать высокое напряжение и большой ток.
II
Знакомство со специальными технологическими модулями из карбида кремния
Модули специальных процессов карбида кремния в основном охватывают процессы инжекционного легирования, формирования затворной структуры, морфологического травления, металлизации и утонения.
(1) Инжекционное легирование: из-за высокой энергии связи углерод-кремний в карбиде кремния атомам примесей трудно диффундировать в карбид кремния. При изготовлении устройств из карбида кремния легирование PN-переходов может быть достигнуто только путем ионной имплантации при высокой температуре.
Легирование обычно осуществляется ионами примесей, такими как бор и фосфор, а глубина легирования обычно составляет 0,1–3 мкм. Имплантация ионов высокой энергии разрушит решетчатую структуру самого карбидокремниевого материала. Высокотемпературный отжиг необходим для устранения повреждений решетки, вызванных ионной имплантацией, и контроля влияния отжига на шероховатость поверхности. Основными процессами являются высокотемпературная ионная имплантация и высокотемпературный отжиг.
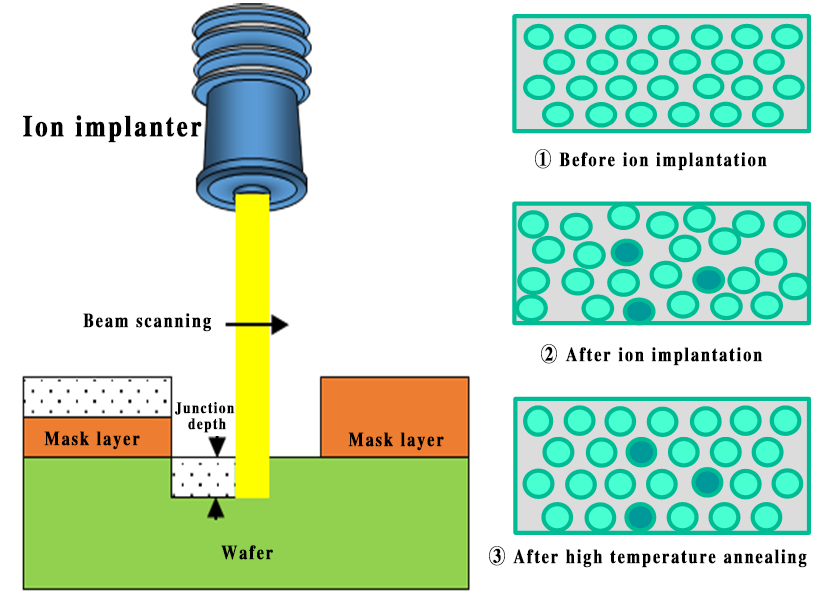
Рисунок 1. Принципиальная схема эффектов ионной имплантации и высокотемпературного отжига.
(2) Формирование структуры затвора. Качество интерфейса SiC/SiO2 оказывает большое влияние на миграцию каналов и надежность затвора MOSFET. Необходимо разработать специальные процессы затворного оксида и постокислительного отжига для компенсации оборванных связей на границе раздела SiC/SiO2 со специальными атомами (такими как атомы азота), чтобы удовлетворить требования к производительности высококачественного интерфейса SiC/SiO2 и высокой миграция устройств. Основными процессами являются высокотемпературное окисление затворных оксидов, LPCVD и PECVD.
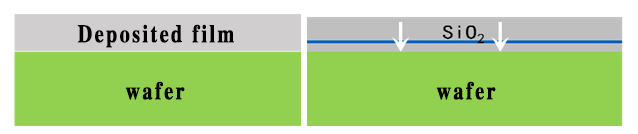
Рисунок 2. Принципиальная схема обычного осаждения оксидной пленки и высокотемпературного окисления.
(3) Травление морфологии: материалы из карбида кремния инертны в химических растворителях, и точный контроль морфологии может быть достигнут только с помощью методов сухого травления; материалы маски, выбор травления маски, газовая смесь, контроль боковых стенок, скорость травления, шероховатость боковых стенок и т. д. должны быть разработаны в соответствии с характеристиками материалов из карбида кремния. Основными процессами являются осаждение тонких пленок, фотолитография, коррозия диэлектрических пленок и процессы сухого травления.
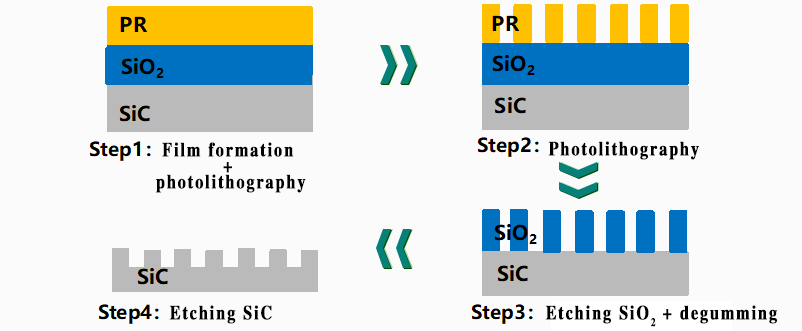
Рисунок 3. Принципиальная схема процесса травления карбида кремния.
(4) Металлизация. Исходный электрод устройства требует металла для формирования хорошего низкоомного омического контакта с карбидом кремния. Это требует не только регулирования процесса осаждения металла и контроля состояния поверхности контакта металл-полупроводник, но и требует высокотемпературного отжига для уменьшения высоты барьера Шоттки и достижения омического контакта металл-карбид кремния. Основными процессами являются магнетронное распыление металлов, электронно-лучевое испарение и быстрый термический отжиг.
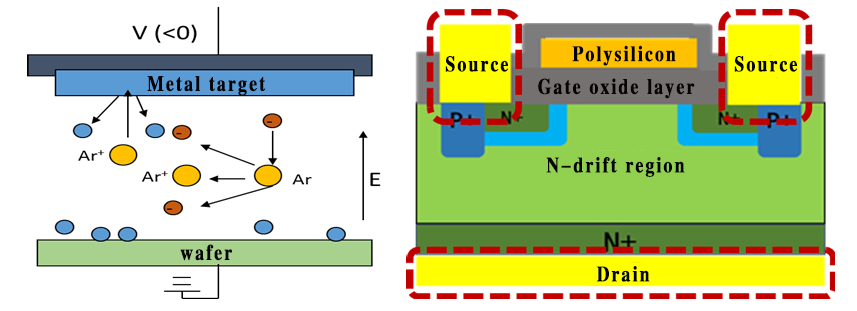
Рис. 4. Принципиальная схема принципа магнетронного распыления и эффекта металлизации.
(5) Процесс утончения: материал карбида кремния обладает характеристиками высокой твердости, высокой хрупкости и низкой вязкости разрушения. Процесс шлифования может привести к хрупкому разрушению материала, что приведет к повреждению поверхности и подповерхностной пластины. Необходимо разработать новые процессы шлифования для удовлетворения производственных потребностей устройств из карбида кремния. Основными процессами являются утончение шлифовальных дисков, налипание и отслоение пленки и т. д.
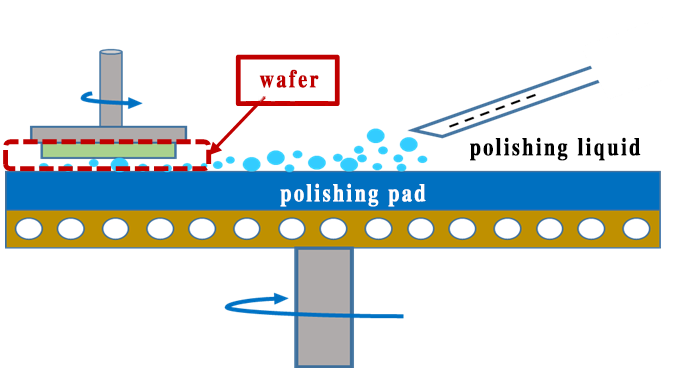
Рисунок 5. Принципиальная схема принципа шлифования/утонения пластин.
Время публикации: 22 октября 2024 г.